15年PCBA高端定制优质服务商

13418481618

13418481618

1、焊点暗黑,没有光泽,同时对工人危害也更大
2、容易老化,易脱落,不定时就是出现问题
3、杂质多,导电率和机械强度都受到不同程度影响











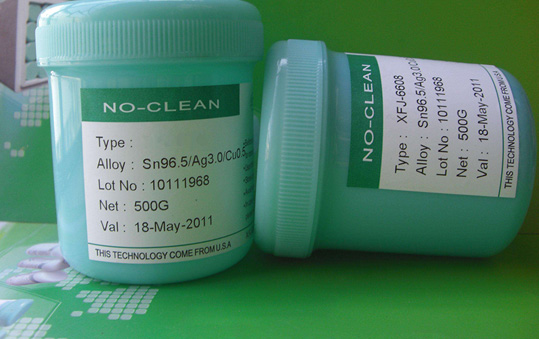
按照《供应商资质评审有严格的体系标准》采购并抽样检测
锡膏是表面贴装制程最重要的材料。由于锡膏特殊的化学特性。它必须在特定的环境条件下保存和使用才能发挥其作用,否则会严重影响焊接的品质,锡膏的主要管控要点有:
a.锡膏的保存:锡膏要密封保存在2-10 °C的环境中。建议冰箱温度保持在5 °C左右最好。因为锡膏有有效期限制,所以必须遵循“先进先出”的原则。
a.锡膏的保存:锡膏要密封保存在2-10 °C的环境中。建议冰箱温度保持在5 °C左右最好。因为锡膏有有效期限制,所以必须遵循“先进先出”的原则。
c.锡膏在钢网上的使用时间:在钢网上停留的锡膏,如果停留时间会超过2小时,则必须将锡膏回收到锡膏罐中,并拧紧盖子保存,如锡膏在钢网上持续印刷时间超过8小时,则剩余的锡膏必须作废处理。

要求在印制板底面有薄薄的一层焊剂,要均匀,不能太厚,对于免清洗工艺特别要注意不能过量。焊剂涂覆方法是采用定量喷射方式,焊剂是密闭在容器内的,不会挥发、不会吸收空气中水分、不会被污染,因此焊剂成分能保持不变。关键要求喷头能够控制喷雾量,应经常清理喷头,喷射孔不能堵塞。
预热的作用是使助焊剂中的溶剂充分挥发,以免印制板通过焊锡时,影响印制板的润湿和焊点的形成;使印制板在焊接前达到一定温度,以免受到热冲击产生翘曲变形。一般预热温度控制在180~ 200℃,预热时间1 ~ 3分钟。
轨道倾角对焊接效果的影响较为明显,特别是在焊接高密度SMT器件时更是如此。当倾角太小时,较易出现桥接,特别是焊接中,SMT器件的遮蔽区更易出现桥接;而倾角过大,虽然有利于桥接的消除,但焊点吃锡量太少,容易产生虚焊。因此轨道倾角应控制在5°~ 7°之间。
波峰的高度会因焊接工作时间的推移而有一些变化,应在焊接过程中进行适当的修正,以保证理想高度进行焊接,以压锡深度为PCB厚度的1/2 - 1/3为准。

深圳市靖邦科技有限公司 版权所有 备案号:粤ICP备14092435号-2
电话:13418481618 传真:0755-26978080 QQ:2355757343
地址:深圳市光明新区玉律村美景产业园1栋3楼 邮箱:pcba06@pcb-smt.net

 扫一扫,更多精彩
扫一扫,更多精彩

